
LOCTITE® 螺纹锁固
针对汽车维修(如发动机组或制动背板)
美洲
亚太地区
欧洲
南亚、中东和非洲
一辆汽车平均 要用 3500 个紧固件固定在一起。这意味着,有 3500 个地方可能会有振动松动,导致螺纹装配件故障。为了避免这些故障的发生,LOCTITE® 螺纹锁固剂是机械紧固的可靠替代方案。 螺纹锁固粘合剂可用于各种强度和温度,在任何类型和尺寸的紧固件上均能可靠有效地发挥作用,无论是在装配前还是装配后。所有型号均具有相同的用途和功能:确保装配耐久可靠。

使用螺纹锁固粘合剂是不错的机械紧固(例如锁片垫圈、尼龙环或锁紧装置,如锯齿法兰螺栓)替代方案。LOCTITE® 螺纹锁固剂有多种性能可供选择 − 从低强度到高强度。确保根据您的需求选择正确的粘合剂,同时手边也有清洁剂和底漆或活化剂(需要时)。
所示的所有维修和维护任务只能由专业人员完成。请勿在家自行尝试或由未经专业培训的人员尝试。始终遵循汽车制造商的说明。
责任范围
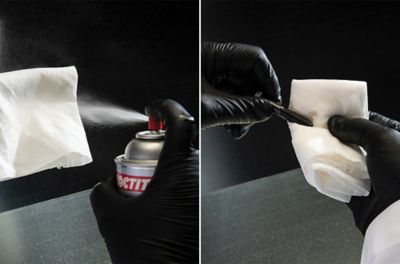
为了达到最佳效果,所有 旧部件均需保持清洁且无油/油脂,而后再粘合。在施涂粘合剂之前,推荐使用 LOCTITE® SF 7063 除油和清洁表面。
对于螺母和螺栓,用布包住螺纹并转动。沿一个方向擦拭 ,不能前后擦拭。 清洁零件,直到其不再使布变色。

如果您需要重复使用涂过螺纹锁固剂的螺栓,则需要从螺栓上清除固化的螺纹锁固剂。已固化的产品可以通过溶剂浸泡和机械摩擦(如钢丝刷)相结合的方式清除。

如果需要加速固化,则使用活化剂。当使用钝化基材(如不锈钢、镀锌螺栓或锌片涂层)时,它们尤其有助于启动固化过程,并提供更牢固的固化。
将活化剂涂抹在一个表面,如通孔或螺母,并且将粘合剂涂抹在另一个表面,如螺栓螺纹。固化过程在两个零件接合后立即开始。

先装配螺栓,然后施涂螺纹锁固剂。安装螺母,并以适当的扭矩拧紧。
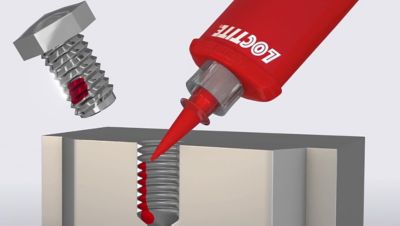
对于盲孔施涂,应将液态螺纹锁固剂沿内螺纹向下滴落至孔的底部三分之一处和孔的底部。一旦螺栓螺纹与带涂层的盲孔螺纹啮合,空气将向孔的出口推动螺纹锁固剂,从而形成适当的覆盖范围。

当您有已纠正到位的螺纹装配件时,或锁定调节螺丝后使用。 使用毛细作用级别螺纹锁固剂。产品应施涂于螺母和螺栓连接处。

如果您需要灵活度以应对困难的施涂,特别是在高处,以及面对无法移动的组件时,请使用。按照所需的量拧棒。在螺栓的螺纹周围涂抹适当的产品。

装配并拧紧。

如果要装配几个螺栓,则在产品的固化时间内将其拧到正确的值,或使用慢固产品。

如果不能使用标准的手动工具进行拆卸,则在大约 250°C 的温度下进行局部加热,以便于拆卸(高温时)。
常见问题回答
责任范围
本文提供的信息,尤其是有关我们产品的使用和应用的建议,均源自我们的知识和经验。由于所使用的材料不同,以及工作条件的变化超出了我们的控制范围,我们严格建议进行强化试验,以测试我们产品在所需工艺和应用方面的适用性。对于上述信息或任何书面或口头建议,我们不承担任何责任,除非另有明确约定,以及因汉高的重大过失造成或故意造成死亡或人身伤害以及任何适用的强制性产品责任法规定的任何责任。请注意,我们提供的信息可能并非最新,或存在不完整或错误之处。本文信息也并非旨在作为法律建议。每一个用户都有责任评估并确保遵守任何适用的法律。本文信息受版权保护。尤其在其他媒体上的任何复制、改编、翻译、存储和处理,包括通过电子手段进行的存储或处理,均享有版权保护。有关本文信息的全部或部分利用,应事先获得汉高股份有限公司(Henkel AG & Co. KGaA)的书面同意。除非另有说明,本销售工作表中使用的所有标记均为汉高和/或其附属公司的商标和/或注册商标。



