
Solução de problemas de adesivos em spray
Otimizando adesivos Hot Melt para aplicações de higiene pessoal
Américas
Ásia e Pacífico
Europa
Ásia Meridional, Oriente Médio e África
As aplicações de higiene pessoal - para fraldas e absorventes femininos - são projetadas especialmente para absorção e conforto. Além disso, os consumidores esperam alta qualidade de suas compras. As aplicações em não tecido fornecem funções específicas, como absorção, alongamento, maciez, resistência e flexibilidade. Para acompanhar a demanda, os fabricantes de higiene pessoal confiam em adesivos Hot Melt para garantir uma forte ligação em seus produtos. Esses fabricantes empregam a aplicação de adesivo em spray como um componente crítico para a boa produção final.
Os adesivos Hot Melt de spray são aplicados através de uma camada contínua de adesivo em um padrão com ar comprimido. Para maximizar o tempo de atividade da máquina, é necessário entender como estabelecer um processo robusto para resolver problemas de aplicação. Alguns desafios comuns do processo são:
Cada um desses problemas pode estar associado a uma configuração incorreta do processo ou a um mau funcionamento dos componentes do sistema. Com a multiplicidade de tecnologias de pulverização existentes, o entendimento de requisitos comuns ajuda a resolver problemas do processo e, por sua vez, leva a linhas de produção mais limpas com maior tempo de atividade.
É importante entender como manter a consistência operacional. Cada fabricante de equipamentos possui as melhores práticas para manter o maquinário funcionando com eficiência. Problemas de adesivo Hot Melt com spray podem resultar de uma dependência excessiva de diretrizes gerais. Estes são úteis para estabelecer um ponto de partida, no entanto, é importante obter um forte entendimento de como as múltiplas variáveis podem impactar o processo e levar a soluções.
| Viscosidade | A viscosidade mede a espessura do adesivo Hot Melt a um determinado ponto de ajuste de temperatura. Cada adesivo de fusão a quente é formulado para requisitos específicos de produto acabado, resistência à aderência, aderência do substrato etc. A temperatura do tanque de adesivo termofusível deve ser ajustada dentro da faixa de operação recomendada para obter a viscosidade ideal para a tecnologia de aplicação utilizada. |
|---|---|
| Taxa de vazão | A taxa de vazão é a quantidade de adesivo que está sendo medida no substrato através do processo de spray e é controlado pelo tanque de adesivo Hot Melt. Quando as taxas de fluxo são muito baixas, os resultados podem incluir má distribuição adesiva, ligações fracas ou pulverização excessiva. Uma incompatibilidade entre o tamanho do orifício do bico, a viscosidade e a taxa de fluxo pode causar problemas de padrão difíceis de remediar. |
| Tipo de bico | Os bicos de pulverização foram projetados para enfatizar uma característica específica de desempenho, desde a resistência ao entupimento até a resistência da união. Uma incompatibilidade de tecnologia com as variáveis de aplicação (por exemplo, taxa de fluxo) pode resultar em um problema no processo. Quando necessário, a alteração dos tipos de bico de pulverização normalmente requer tempo e investimento de capital mínimos. |
| Altura do bico | A distância do bico ao substrato pode ser crítica para o desempenho. Para algumas tecnologias, essa dimensão tem um impacto direto na largura do padrão de aplicação, o posicionamento mais próximo ao substrato reduz a largura do spray. Para outros, uma configuração incorreta pode resultar em excesso de pulverização, à medida que o padrão “flutua” acima do substrato. |
| Ar padrão | Usado para manipular o adesivo Hot Melt quando sai do bico de pulverização, o ar padrão gira ou oscila um cordão de adesivo e produz um padrão no substrato. A configuração é crítica. Ele deve ser equilibrado com a viscosidade e o volume do adesivo Hot Melt para cada aplicação, juntamente com requisitos como largura ou densidade de cobertura. Com a taxa de fluxo do adesivo e o tipo de bico sendo valores fixos, a quantidade correta de ar padrão é ligada à temperatura de aplicação do adesivo Hot Melt. |
Os adesivos de spray de fusão a quente, como o TECHNOMELT, têm várias condições de operação. A chave para um processo robusto é combinar as variáveis de processo acima mencionadas com o adesivo, resultando em consistência da aplicação, funcionalidade adequada do equipamento e uma linha de produção eficiente.
Os fabricantes de equipamentos fornecem os parâmetros operacionais recomendados. Estas são uma linha de base das configurações iniciais para variáveis relevantes para o tipo de bico de pulverização. Utilizado em conjunto com os dados técnicos do adesivo Hot Melt, uma janela operacional é estabelecida e pode ser otimizada ainda mais para uma aplicação específica. As configurações variam entre as tecnologias de pulverização disponíveis, sendo que cada uma delas foi projetada para priorizar determinadas características de desempenho, como definição de arestas, resistência ao entupimento e baixa vazão. Dentro de uma única linha de produção, cada aplicativo pode ter um tipo de bico diferente e uma linha de base deve ser definida para cada um.
A tecnologia de adesivo Hot Melt com spray é impactada pelo calor, tempo e oxidação. Se os adesivos não estiverem dentro dos limites recomendados, podem ocorrer impactos negativos, como a carbonização. Isso pode afetar os parâmetros do processo e causar outros problemas na linha de produção e, por fim, tempo de inatividade. Depois que as configurações da linha de base são estabelecidas, cada aplicação precisará ser ajustada para obter o desempenho ideal. Na maioria dos casos, trabalhar dentro dos intervalos recomendados para cada uma das variáveis do processo produzirá bons resultados. A Henkel desenvolveu uma metodologia para obter o melhor desempenho possível em cada aplicação de pulverização.
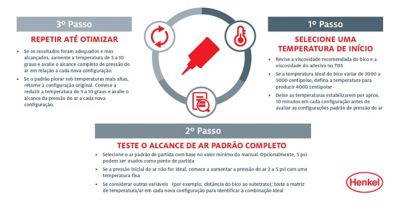
Essas informações no gráfico devem ser uma visão geral de um procedimento crítico e muito desafiador. Para obter uma explicação mais aprofundada do procedimento e da metodologia subjacente, entre em contato com a Henkel para obter acesso a aulas de treinamento, seminários on-line e suporte para questões específicas.
Há uma diferença de abordagem entre o estabelecimento de uma nova aplicação e a solução de problemas de produção existentes. Uma nova aplicação é definida como uma linha de produção instalada recentemente ou uma linha existente em que uma aplicação foi alterada de uma tecnologia para outra - por exemplo, revestimento Slot para revestimento por Spray ou alternando entre dois tipos diferentes de aplicações de Spray.
Uma nova aplicação requer o estabelecimento de uma janela operacional com base nos principais elementos do processo. Uma aplicação estabelecida foi otimizada anteriormente na instalação. O desempenho diminuiu significativamente ao longo de um período. As principais variáveis de processo de uma aplicação parametrizada nunca devem ser ajustadas. As configurações estabelecidas que funcionaram nas semanas, meses ou anos anteriores não precisam ser alteradas. Em vez disso, uma causa raiz deve ser identificada. Isso pode incluir:
Se a variável do processo foi alterada, retorná-la para uma configuração conhecida de boa execução corrigirá o problema. Se o problema for um componente com defeito, a primeira etapa para verificação dever ser a limpeza e a inspeção como requisito mínimo, enquanto em alguns casos a substituição do componente será necessária. Lembre-se de que um componente defeituoso pode ser qualquer coisa no sistema de adesivo Hot Melt (por exemplo, bomba Hot Melt) ou uma entrada externa (por exemplo, linha de suprimento de ar padrão). Não está isolado no aplicador, no módulo e no bico Spray.
Em casos extremos, os problemas do processo podem justificar uma mudança significativa. Pode ser o tipo de tecnologia de aplicação - do spray para o slot - ou o produto adesivo específico para incorporar diferentes propriedades de desempenho. Embora extremamente incomum em novas aplicações, uma incompatibilidade entre hardware, seleção de adesivo e requisitos de processo pode ser a causa de quaisquer problemas persistentes. Para aplicações estabelecidas, um conjunto diferente de fatores deve ser considerado, como alterações nos substratos, nas configurações da máquina ou no ambiente da planta.
A operação de uma linha de produção de adesivo termofusível apresenta vários desafios. Para estabelecer um processo robusto de adesivo em spray, é necessário um forte entendimento da relação entre vários fatores. Isso inclui a compreensão das principais variáveis do processo necessárias para criar e manter um aplicativo estável. Também envolve aprender como implementar novos aplicações e solucionar problemas de aplicadores já existentes. Para aplicações em não tecido, os fabricantes confiam na eficácia dos adesivos Hot Melt para garantir uma vedação ou adesão forte. Os proprietários da marca precisam entender a relação de trabalho entre o equipamento e o adesivo para maximizar o tempo de atividade e o bom desempenho final. Para obter mais informações sobre maneiras de aumentar a eficiência do adesivo Hot Melt, entre em contato com a Henkel e aprenda mais práticas recomendadas sobre como melhorar a vida útil do adesivo.
Por favor, preencha o formulário abaixo e, em breve, entraremos em contato com você.