
Solución de problemas de adhesivos en aerosol
Optimización de adhesivos Hot Melt para aplicaciones de cuidado personal
América
Asia Pacífico
Europa
Asia del Sur, Oriente Medio y África
Las aplicaciones de higiene personal, desde pañales hasta cuidado femenino, están diseñadas especialmente para la absorción y la comodidad. Además, los consumidores esperan alta calidad de sus compras. Las aplicaciones no tejidas proporcionan funciones específicas, como absorción, estiramiento, suavidad, resistencia y amortiguación. Para mantenerse al día con la demanda, los fabricantes de cuidado personal confían en los adhesivos Hot Melt para garantizar una fuerte unión en sus productos. Estos fabricantes utilizan adhesivo en aerosol como un componente crítico para una buena producción final.
Los adhesivos Hot Melt por pulverización se dispensan al manipular una hebra continua de adhesivo en un patrón o modelo con aire comprimido. Para maximizar el tiempo de actividad de la máquina, debe comprender cómo establecer un proceso robusto y resolver problemas de aplicación. Algunos desafíos comunes del proceso son:
Cada uno de estos problemas puede estar asociado con una configuración incorrecta del proceso o un mal funcionamiento de los componentes del sistema. Con la multiplicidad de tecnologías de pulverización existentes, comprender los requisitos comunes ayuda a resolver los problemas del proceso y, a su vez, conduce a líneas de producción más limpias con mayor tiempo de actividad.
Es importante entender cómo mantener la consistencia operativa. Cada fabricante de equipos tiene las mejores prácticas para mantener la maquinaria funcionando de manera eficiente. Los problemas de pulverización de adhesivo Hot Melt pueden ser el resultado de la excesiva dependencia de las pautas generales. Estos son útiles para establecer un punto de partida; Sin embargo, es importante obtener una sólida comprensión de cómo múltiples variables pueden afectar el proceso y conducir a soluciones.
| Viscosidad | la viscosidad mide el grosor del adhesivo Hot Melt a un punto de ajuste de temperatura dado. Cada adhesivo Hot Melt está formulado para obtener buenos requisitos específicos de acabado, resistencia de adhesión, adhesión del sustrato, etc. La temperatura del tanque de adhesivo Hot Melt debe ajustarse dentro del rango de operación recomendado para obtener la viscosidad ideal para la tecnología de aplicación utilizada. |
|---|---|
| Velocidad de flujo | La velocidad de flujo es la cantidad de adhesivo que se mide en el sustrato a través del proceso de pulverización y se controla mediante el tanque de adhesivo Hot Melt. Cuando los caudales son muy bajos, los resultados pueden incluir una mala distribución del adhesivo, enlaces débiles o una pulverización excesiva. Una incompatibilidad entre el tamaño del orificio de la boquilla, la viscosidad y la velocidad de flujo puede causar problemas de patrón que son difíciles de remediar |
| Tipo de boquilla | Las boquillas de pulverización están diseñadas para enfatizar una característica de rendimiento específica, desde la resistencia a la obstrucción hasta la resistencia de la junta. Una incompatibilidad tecnológica con variables de aplicación (por ejemplo, caudal) puede ocasionar un problema en el proceso. Cuando sea necesario, cambiar los tipos de boquillas de rociado generalmente requiere un tiempo mínimo y una inversión de capital. |
| Altura de la punta | La distancia desde la punta hasta el sustrato puede ser crítica para el rendimiento. Para algunas tecnologías, esta dimensión tiene un impacto directo en el ancho del patrón: el posicionamiento más cercano al sustrato reduce el ancho del rociado. Para otros, una configuración incorrecta puede provocar una sobrepulverización, ya que el patrón "flota" sobre el sustrato. |
| Aire estándar | Se utiliza para manipular el adhesivo Hot Melt cuando sale de la boquilla de pulverización, el aire estándar gira u oscila una gota de adhesivo y produce un patrón en el sustrato. La configuración es crítica. Debe equilibrarse con la viscosidad y el volumen del adhesivo Hot Melt para cada aplicación, junto con requisitos como el ancho o la densidad de la cobertura. Dado que el caudal de adhesivo y el tipo de boquilla son valores fijos, la cantidad correcta de aire estándar está vinculada a la temperatura de aplicación del adhesivo Hot Melt. |
Los adesivos Hot Melt de pulverización, como TECHNOMELT, tienen varias condiciones de funcionamiento. La clave para un proceso robusto es combinar las variables de proceso mencionadas anteriormente con el adhesivo, lo que resulta en la consistencia de la aplicación, la funcionalidad adecuada del equipo y una línea de producción eficiente.
Los fabricantes de equipos proporcionan los parámetros operativos recomendados. Estos son una línea de base de la configuración inicial de las variables relevantes para el tipo de boquilla de pulverización. Utilizado junto con los datos técnicos del adhesivo Hot Melt, se establece una ventana operativa que se puede optimizar aún más para una aplicación específica. Las configuraciones varían entre las tecnologías de pulverización disponibles, cada una de las cuales fue diseñada para priorizar ciertas características de rendimiento, como la definición de bordes, resistencia a la obstrucción y bajo flujo. Dentro de una sola línea de producción, cada aplicación puede tener un tipo de boquilla diferente y se debe definir una línea base para cada una.
La tecnología de adhesivo Hot Melt con aerosol se ve afectada por el calor, el clima y la oxidación. Si los adhesivos no están dentro de los límites recomendados, pueden producirse impactos negativos, como el carbón. Esto puede afectar los parámetros del proceso y causar otros problemas en la línea de producción y, en última instancia, el tiempo de inactividad. Una vez que se establece la configuración de línea de base, cada aplicación deberá ajustarse para un rendimiento óptimo. En la mayoría de los casos, trabajar dentro de los rangos recomendados para cada una de las variables del proceso producirá buenos resultados. Henkel ha desarrollado una metodología para obtener el mejor rendimiento posible en cada aplicación de pulverización.
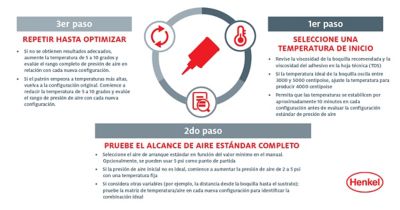
Esta información en el cuadro es una descripción general de un procedimiento crítico y muy desafiante. Para obtener una explicación más detallada del procedimiento y la metodología subyacente, comuníquese con Henkel para acceder a clases de capacitación, seminarios web y soporte para problemas específicos.
Hay una diferencia de enfoque entre establecer una nueva aplicación y resolver problemas de producción existentes. Una nueva aplicación se define como una línea de producción recién instalada o una línea existente en la que una aplicación ha cambiado de una tecnología a otra, por ejemplo, el revestimiento de ranura para revestimiento por pulverización o la alternancia entre dos tipos diferentes de aplicaciones de pulverización.
Una nueva aplicación requiere el establecimiento de una ventana operativa basada en los elementos principales del proceso. Una aplicación establecida se optimizó previamente en la instalación. El rendimiento disminuyó significativamente durante un período. Las principales variables de proceso de una aplicación establecida nunca deben ajustarse. No es necesario cambiar la configuración establecida que funcionó en las semanas, meses o años anteriores. En cambio, se debe identificar una causa raíz. Esto puede incluir:
Si se ha cambiado la variable de proceso, volver a una configuración ya conocida y de buena ejecución, corregirá el problema. Si el problema es un componente defectuoso, el primer paso es la limpieza y la inspección como requisito mínimo, mientras que en algunos casos será necesario reemplazarlo. Recuerde que un componente defectuoso puede ser cualquier cosa en el sistema de adhesivo Hot Melt (por ejemplo, la bomba Hot Melt) o una entrada externa (por ejemplo, línea de suministro de aire estándar). No está aislado el aplicador, el módulo y la boquilla de pulverización.
En casos extremos, los problemas del proceso pueden justificar un cambio significativo. Puede ser el tipo de tecnología de aplicación, desde el spray hasta el revestimiento de la ranura, o el producto adhesivo específico para incorporar diferentes propiedades de rendimiento. Aunque es extremadamente inusual en nuevas aplicaciones, una incompatibilidad entre hardware, selección de adhesivo y requisitos de proceso puede ser la causa de cualquier problema persistente. Para aplicaciones establecidas, se debe considerar un conjunto diferente de factores, como cambios en sustratos, configuraciones de máquina o entorno de la planta.
Operar una línea de producción de adhesivo Hot Melt presenta varios desafíos. Para establecer un proceso robusto de adhesivo en aerosol, se requiere una sólida comprensión de la relación entre varios factores. Esto incluye comprender las principales variables de proceso necesarias para crear y mantener una aplicación estable. También implica aprender a implementar nuevas aplicaciones y solucionar problemas de aplicaciones existentes. Para aplicaciones no tejidas, los fabricantes confían en la efectividad de los adhesivos Hot Melt para garantizar un sellado o adhesión fuertes. Los propietarios de marcas deben comprender la relación de trabajo entre el equipo y el adhesivo para maximizar el tiempo de actividad y el buen rendimiento final. Para obtener más información sobre las formas de aumentar la eficiencia del adhesivo Hot Melt, comuníquese con Henkel y conozca las mejores prácticas sobre cómo mejorar la vida útil del adhesivo.
Por favor, rellene el formulario y en breve le responderemos.