
Optimización de la presión del tanque del adhesivo termofusible para envasado
El control eficaz evita el desperdicio del adhesivo
América
Asia Pacífico
Europa
Asia del Sur, Oriente Medio y África
El envasado de alimentos y bebidas continúa evolucionando a medida que los consumidores desean más opciones con sus productos. Una de las constantes entre las nuevas opciones de envasado es el uso de adhesivos termofusibles para sellar cajas. Los adhesivos termofusibles para embalaje están diseñados para curar rápidamente en tiempos de compresión cortos para formar adherencias fuertes. Para satisfacer la demanda de los consumidores, las líneas de envasado deben funcionar sin problemas y evitar tiempos de inactividad. Para lograr esta eficiencia, los operadores de la línea de envasado deben comprender cómo el adhesivo y el equipo trabajan juntos para crear un sellado óptimo.
Los sistemas de adhesivo termofusible están configurados para satisfacer las necesidades de cada línea de producción con una variedad de bombas, mangueras, boquillas y tanques para aplicar adhesivos. Desde el tanque de fusión, que calienta los gránulos o piezas de adhesivo, hasta las bombas que presurizan el adhesivo fundido, cada componente juega un papel en el proceso de envasado. Un componente clave del sistema es la presión del tanque de termofusible. Junto con las boquillas y la temperatura de aplicación, afecta el caudal y la cantidad de adhesivo a dispensar. Para cada aplicación, los operadores deben:
• Determinar el ajuste de presión;
• Integrar la velocidad definida en la aplicación;
• Evitar la acumulación de adhesivo y la pulverización excesiva.
No mantener la configuración adecuada puede causar problemas, que a su vez pueden provocar tiempo de inactividad.
En la industria del envasado, es común ver presiones de tanques entre 20 y 50 psi. Si se está agotando demasiado, es posible que no haya suficiente presión para activar una aplicación limpia en el embalaje. Si es demasiado alto, el adhesivo puede dispararse de forma muy agresiva, golpear el embalaje y “salpicar”. La presión del tanque de adhesivo termofusible puede afectar la cantidad de adhesivo aplicado. Si no se establece en el nivel adecuado, la presión del tanque puede generar más problemas en las aplicaciones de embalaje y afectar la eficiencia de la línea de producción. Normalmente, los operadores aumentan la presión de la bomba cuando:
• Los gránulos de adhesivo son demasiado pequeños
• Surgen problemas de adherencia o la rotura de la fibra no es satisfactoria
• El adhesivo no se dispara, lo que indica una boquilla obstruida.
Si bien muchos operadores pueden creer que el ajuste más fácil para resolver estos problemas es aumentar la presión del tanque, existen algunas caídas inherentes asociadas con el cambio de presión sin completar un diagnóstico completo del problema. El ajuste de la presión del tanque aumenta la cantidad de adhesivo que se aplica; sin embargo, la presión de la bomba no es la única variable en juego. La temperatura de aplicación y el tamaño de la boquilla también funcionan junto con la presión de la bomba para influir en la cantidad de aplicación, que es uno de los componentes más críticos para la integridad del embalaje. La siguiente tabla muestra un ejemplo de cómo un aumento de presión sin ningún ajuste en el tanque o la temperatura de la boquilla puede afectar la cantidad de aplicación.
| Presión inicial | Presión Final | % Aumento del Adhesivo |
|---|---|---|
| 30 PSI / 2.0 BAR | 35 PSI / 2.4 BAR | 11% |
| 25 PSI / 1.7 BAR | 30 PSI / 2.0 BAR | 13% |
| 20 PSI / 1.4 BAR | 25 PSI / 1.7 BAR | 15% |
Un aumento de 5 psi puede aumentar potencialmente el consumo de adhesivo en más del 10%. Aunque es un pequeño ajuste de presión, aumentar 5 psi puede costarle al fabricante una suma significativa con el tiempo. Además de los costos, existen algunos problemas de calidad como resultado de un aumento muy alto de la presión del tanque. Si se requiere un ajuste en la presión del tanque, debe ajustarse en incrementos de 3-5 psi.
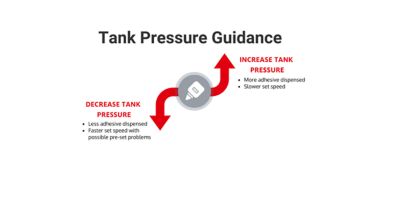
Cambiar la presión del sistema de adhesivo termofusible puede afectar otras áreas de la línea de envasado. La velocidad establecida generalmente se ve más afectada cuando se realizan cambios de presión. Definida como el tiempo que tarda el adhesivo termofusible en volverse más fuerte que el sustrato para producir la rotura de la fibra, la velocidad de ajuste es un elemento crítico debido a su influencia en las aberturas no deseadas del embalaje. Existe una relación inversa entre la presión del tanque y la velocidad de la línea de producción. Si aumenta la presión del tanque en la línea de envasado, se aplica más adhesivo al sustrato, lo que aumenta el tiempo necesario para que el adhesivo se enfríe y se adhiera correctamente. Esto puede resultar en velocidades de línea más lentas para permitir que el adhesivo se endurezca y cree una buena adhesión después de ser comprimido. Por otro lado, si la presión del tanque en la línea de envasado es demasiado baja, se aplicará menos adhesivo. La línea de producción puede funcionar más rápido; sin embargo, puede haber problemas si el adhesivo termofusible se enfría demasiado rápido o si no hay suficiente adhesivo para lograr una adhesión eficaz entre los dos sustratos.
Los adhesivos termofusibles, como TECHNOMELT®, se dispensan extruyendo un flujo continuo de material. Al aumentar la presión en el tanque, se aplica más adhesivo al sustrato. Este exceso de adhesivo puede provocar una pulverización excesiva, que es un desafío común en el proceso de aplicación. En muchos casos, el adhesivo se dispara o se rocía en la línea de producción. El aumento de la presión también puede aplicar una mayor cantidad de adhesivo al sustrato de envasado. Este adhesivo adicional puede exprimirse entre las solapas del embalaje una vez que esté sellado. Este adhesivo excesivo puede cubrir las correas o la máquina, además de afectar el atractivo general del embalaje.
Comprender los requisitos operativos de los equipos termofusibles ayuda a identificar y resolver los problemas del proceso. Si bien ajustar la presión del tanque a veces puede mejorar estos problemas, no siempre es la respuesta para mejorar el funcionamiento del equipo. Hay muchas variables que pueden afectar la aplicación del adhesivo para envases. El manual del equipo es una buena fuente de ajustes recomendados. Una pauta general para un rango de presión de tanque es entre 20 y 50 psi, como se mencionó anteriormente. Cuando la presión del tanque de termofusible está operando por encima de este rango, puede haber otro problema, como mangueras o boquillas obstruidas o carbonización en el sistema. Si se necesita una presión excesiva para superar este bloqueo, se recomienda investigar cuidadosamente su equipo y, si es necesario, reemplazarlo.
Es importante comprender cómo mantener la coherencia operativa con los adhesivos de fusión en caliente para envases. Cada fabricante de equipos tiene las mejores prácticas para mantener la maquinaria funcionando de manera eficiente y efectiva. Los fabricantes de alimentos y bebidas confían en la eficacia de los adhesivos termofusibles para envases para garantizar un sellado o una adhesión fuertes. Los propietarios de marcas deben comprender el rendimiento óptimo del adhesivo para producir una adhesión segura. Para obtener más información sobre cómo aumentar la eficiencia del adhesivo termofusible, contáctenos ahora mismo para hablar con uno de nuestros técnicos.
Por favor, rellene el formulario y en breve le responderemos.