
Getting More Out of Four
Maximizing the Value of Industry 4.0





Americas
Asia-Pacific
Europe
South Asia, Middle East & Africa
The manufacturing world has been working toward viable Industry 4.0 (İ4.0) for over a decade. In the industrial automation space, İ4.0 is undoubtedly one of the most significant megatrends to have shaped modern-day manufacturing. In addition to – and, in many cases, because of – other drivers such as mobility, sustainability, connectivity, digitalization and urbanization, İ4.0 has heralded unprecedented efficiency and benefits few could have predicted even five years ago.

That is not to say the smart factory is without challenges. Measured against its early promises, İ4.0 has not progressed as far as initially prognosticated. Complications like data security concerns, difficulties in optimized extraction and analysis of data, the lack of an IT-adept workforce and efficient integration of new systems remain hurdles to easy and widespread adoption. Nevertheless, the pros arguably outweigh the cons, with İ4.0 delivering measurable benefits such as:

The revelations about İ4.0’s payback have taken some time to materialize, as execution was historically a costly and complex proposition. Fortunately, innovation acceleration over the last five years has enabled more widespread, affordable use of scalable automation systems that have made a move to data-informed control and efficient machinery operation a reality for factories of all sizes. No longer is İ4.0 an ‘all or nothing’ proposition, with more open communication protocols allowing an ‘as and when’ approach to İ4.0 integration. Solutions like those below have made İ4.0 increasingly accessible and effective:
As Henkel’s Justin Kolbe, Head of Power and Industrial Automation Market Strategy, noted: “Much of the ‘factory of the future’ is already here,” he said. “For all its disruption, the pandemic illuminated what an automated and resilient operation can do for productivity, sustainability and the bottom line. Remote monitoring, oversight and self-correcting technology helped many manufacturers maintain robust operation even with limited staff.”

The advantages of advanced automation aren’t just anecdotal, either. Across industries and markets, İ4.0 investment is paying dividends. Henkel’s own factories have benefitted from implementing digitalization, sensor technology and robotics. In the company’s Laundry and Home Care operations, robotics and digital control reduced energy consumption in production and significantly raised supply chain resource efficiency, which optimizes the warehouse structure and workflow.
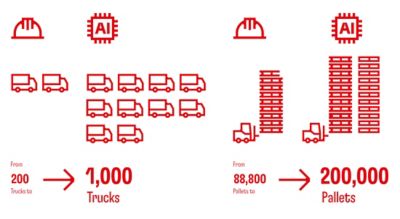
For example, the 1.4 million square foot logistics hub has the capability to store 200,000 pallets (up from 88,000) and enables up to 1,000 trucks per day throughput (up from 200). In addition, Henkel’s Adhesive Technology manufacturing sites worldwide have undergone İ4.0 transformation, with automated handling systems, expanded use of variable frequency drives (VFDs), PLCs and high-efficiency motors, among other improvements, to exponentially raise efficiency and product consistency, while reducing operational cost.

System development, software advances and data optimization have been in overdrive during the last decade. The smart factory’s IQ has undoubtedly been elevated, though its benefit can only go so far without brains being complemented by muscle. Because electronic components and mechanical systems of the automated production facility are a sizeable investment, extracting maximum operation from them will ensure the best returns. So, how can even more productivity and longevity from these workhorses of the modern-day factory be derived?
Like a well-built structure, strength often begins with a solid foundation. In the case of electronics and complex mechanical systems, the materials used to optimize performance, defend against harsh environments and maintain structural integrity are vital to ensuring an excellent – not just a good – ROI.
As Kolbe emphasized in an interview with Automation World magazine, “Industrial computers require reliability, as downtime, maintenance and [dependable] production processes are critical,” he explained. “Designers of automation equipment must think about reliability as job one.” This not only has to be considered for the mechanical ruggedness, but to accommodate for the rise in function within the ever-decreasing footprints of electronic systems, which makes them more powerful but also more susceptible to the impacts of environmental degradation (moisture, chemical exposure, etc.) and operational temperature.
Reliability and protection of electronic modules and equipment through materials that effectively remove waste heat to maximize performance, seal sensitive structures from the ingress of moisture and dust, prevent electronics from corrosion, and hold mechanical parts in place are the underpinning of a resilient, more sustainable, lower cost-of-ownership facility.
“The availability of smart factory technologies across regions, markets and from small to large entities, has leveled the playing field,” Kolbe concluded. “In addition to the clear upsides of capacity improvements, better customer experiences and cost savings, automation reduces the influence of geography on manufacturing decisionmaking. It is production equity and extending the life of systems through solid design, built on material capability, will prolong robust system performance to derive maximum benefit from İ4.0.”

Justin Kolbe currently serves as Henkel’s Director of Market Strategy for Power and Industrial Automation within the company’s Adhesive Technology business unit, where he is focused on setting broad strategic guidance and market insights. In 1996, Kolbe joined The Bergquist Company (acquired by Henkel in 2014) as a Process Engineer and has since worked in various capacities including process development, applications engineering, R&D and marketing. A chemical engineer by training, he has extensive experience in thermal management solutions and electronic materials development and processing. With an impressive professional track record and a long history of providing reliable solutions for customers in multiple markets including power conversion, automotive, industrial automation and power electronics, Kolbe is passionate about ensuring Henkel materials not only deliver on performance, but also on cost and sustainability objectives. Based in Henkel’s Chanhassen, MN facility, Kolbe holds a Bachelor’s degree in Chemical Engineering from the University of Minnesota.
Please fill out the form below and we'll respond shortly.






 ECU</b>")


