
Sealing Third Brake Lights / CHSML
Efficient and Tailor-Made Third Brake Light Sealing Solutions for Highly Reliable Corrosion and Moisture Protection
Americas
Asia-Pacific
Europe
South Asia, Middle East & Africa

To ensure that your innovative automotive lighting systems can function reliably, we offer efficient and flexible sealing solutions to meet your individual requirements. Our two-component sealing foam is installed and compressed in the overall part construction of the vehicle light. This keeps moisture away from the light sources and thus avoids the risk of lighting electronics corroding. The polyurethane-based two-component sealing foams can be applied to a wide range of applications on cars, vans and trucks: front headlights, taillights, third brake lights, turn signals, rear fog lights, license plate lights and multifunctional lights.
Third brake lights installed in rear spoilers or on rear windows with 2-dimensional and 3-dimensional geometry can be sealed using the Sonderhoff FERMAPOR K31 thixotropic polyurethane foams because these adapt excellently to the 3D contour. Using the FIPFG (Formed-In-Place Gasketing) process, our dosing equipment applies a small, fine foam bead to the contact surface or in the groove, ensuring reliability under process conditions and stability guaranteed by the high foam viscosity.
Henkel's Sonderhoff FERMAPOR K31 third brake light sealing foams are ideally suited for the majority of third brake light designs. Although we can produce the sealing material in a range of colors, the seals, in this case, are typically red and not visible under the red cover of the brake light.

The polyurethane foams used for sealing third brake lights are highly water-repellent and temperature-resistant from -40 to +80 °C. They achieve particularly good adhesion to the contact surfaces of common plastic materials. For plastics such as PP or PE, adhesion is often achieved through additional pretreatment with plasma or primer. Due to excellent long-term behavior and the very high resilience of the foam gasket, repeated removal, and installation of third brake lights for repair purposes is possible without the sealing effect decreasing.
To compensate for component tolerances, the polyurethane foam can be easily compressed during assembly thanks to a mixed-cell foam structure with low installation forces. We can modify our formulations to meet many of your requirements.
| FERMAPOR K31-A9212-1-rot FERMAPOR K31-B-81 |
FERMAPOR CC-A-5530-2-B FERMAPOR CC-B-66 |
|
| Mixing ratio | 3.7 : 1 | 2.3 : 1 |
| Pot life | 35 sec. | 30 sec. |
| Tack-free time | 5 min. | 16 min. |
| Viscosity A component | 46,000 mPas | 70,000 mPas |
| Foam density | 0.25 g/cm3 | 0.31 g/cm3 |
| Hardness (Shore 00) | 36 | 55 |
| Temperature resistance | from -40 to +80 °C | from -40 to +80 °C |
| Pretreatment | Primer P23 (solvent-based) P13(water-based) or plasma |
Primer P23 (solvent-based) P13(water-based) or plasma |
In addition to the reference products, we develop material systems according to your individual requirements. Influencing factors include pot life until start of foaming, curing time, and the viscosity, hardness, and adhesion properties.
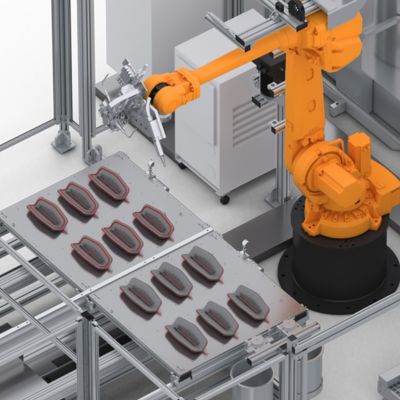
The reference configuration shown here for sealing the housings of third brake lights consists of our DM 502 mixing and dosing system with 6-axis robot and MK 825 mixing head for foam application as well as a WT 1-LEVEL shuttle table for picking up parts.
The two pick-up plates working in pendulum mode enable the workpieces fixed there to be picked up and processed in one plane. This makes it possible to guarantee continuous operation.
The placement and holding on the shuttle table of the third brake light housing to be sealed is performed either by a machine operator, who can also check the parts for quality, or by a Pick & Place Robot. In this case, an optionally installed camera system could carry out the quality control of the parts.



