Sealing Headlights
Water-Repellent and Temperature-Resistant Polyurethane Foams Ensure Excellent Headlight Sealing Protection
Americas
Asia-Pacific
Europe
South Asia, Middle East & Africa

We offer efficient and flexible sealing solutions to meet your individual requirements for headlights that provide excellent protection against moisture, corrosion, and dust. Our two-component sealing foam is installed into the back-cap and compressed in the overall part construction of the vehicle light. Keeping moisture out and avoiding the risk of internal electronics corroding.
Even though headlights with xenon, LED and laser light technology now represent state-of-the-art vehicle lighting in many markets, there are still countries where cars are sold with conventional headlamps using lightbulbs. Our customers use FERMAPOR K31 two-component polyurethane foams for sealing these conventional headlights, which are characterized by excellent long-term behavior and very high resilience of the foam structure.

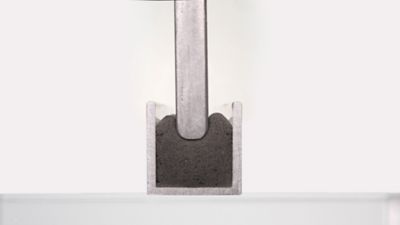
For sealing conventional headlights, FERMAPOR K31 two-component polyurethane foams offer excellent long-term behavior and very high resilience of the foam structure.
The back-cap on the back of the headlight can be opened and closed again at any time, e.g. to change the H7 bulb, without the sealing effect weakening, and the polyurethane foam can be easily compressed to compensate for component tolerances, thanks to the unique mixed-cell foam structure.
| FERMAPOR K31-A-5555-1 FERMAPOR K31-B-4 |
FERMAPOR CC-A-5530-2-B FERMAPOR CC-B-66 |
|
| Mixing ratio | 4 : 1 | 2.3 : 1 |
| Pot life | 35 sec. | 30 sec. |
| Tack-free time | 4 min. | 16 min. |
| Viscosity A component | 55,000 mPas | 70,000 mPas |
| Foam density | 0.27 g/cm3 | 0.31 g/cm3 |
| Hardness (Shore 00) | 54 | 55 |
| Temperature resistance | from -40 to +80 °C | from -40 to +80 °C |
| Pretreatment | Primer P23 (solvent-based) P13(water-based) or plasma |
Primer P23 (solvent-based) P13(water-based) or plasma |
In addition to the reference products, we develop material systems according to your individual requirements. Influencing factors include pot life until start of foaming, curing time, and the viscosity, hardness, and adhesion properties.
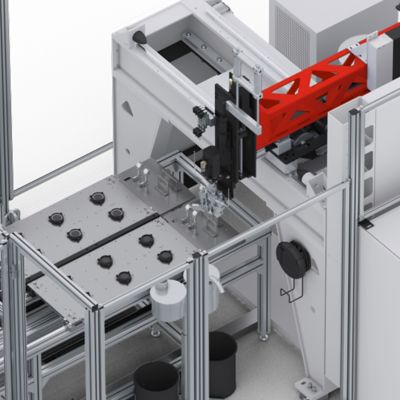
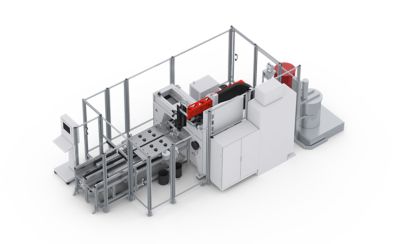
The reference configuration shown here for sealing the back-caps of headlights consists of our DM 502 mixing and dosing system uses an HE 3-axis linear robot, as well as a WT 1-LEVEL shuttle table for picking up parts. The two pick-up plates working in pendulum mode enable the workpieces fixed there to be picked up and processed in one plane. This makes it possible to guarantee continuous operation.
The placement and holding on the shuttle table of the headlight housing to be sealed is performed either by a machine operator, who can also check the parts for quality, or by a Pick & Place Robot. In such a case, an optionally installed camera or sensor system could carry out the quality control of the parts.