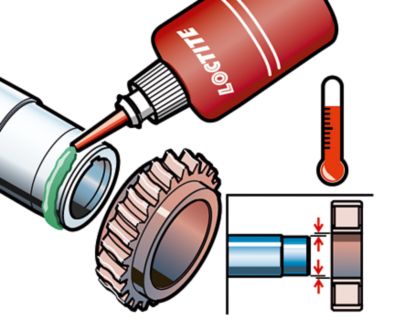
Product selection is specific to each application. As a rule of thumb, thinner / low viscosity products are used for tighter fitting parts with low diametrical clearance; thicker / high viscosity products are used were gap-filling capability is needed. Bonded heat shrink fit assemblies will utilise a low viscosity product with high thermal resistance, e.g. LOCTITE® 648.
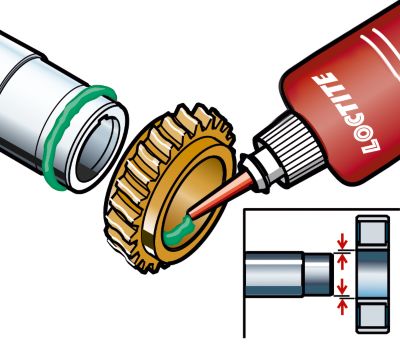
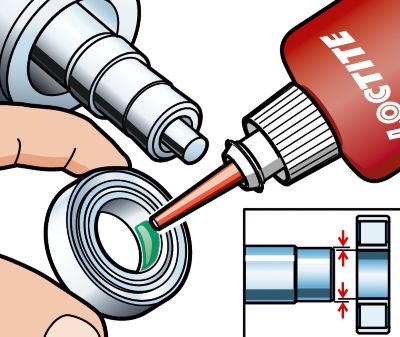
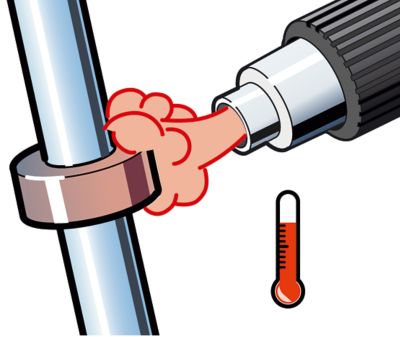
For slip fitted assemblies, apply to the leading edge of the male part and female parts. Assemble with a twisting motion. For press fitted assemblies, apply adhesive generously to both bond surfaces and assemble with a high press on rate. For shrink fitted assemblies, apply adhesive to the shaft, and heat the collar to create sufficient clearance for free assembly.